| ГЛАВНОЕ |
СТАТЬИ И ОБЗОРЫ Влияние давления на процесс литья под давлением | Рубрика: Оборудование  Ранее сфера литья под давлением представлялась как «множество невзаимосвязанных и необъяснимых фактов». Существует более 200 различных параметров, которые определяют возможность получения методом литья под давлением качественных пластмассовых изделий. Однако с течением времени за счет усовершенствования оборудования процесс литья под давлением стал более эффективным и прогнозируемым, говорится в материале prospector. Параметры, влияющие на процесс, можно разделить на четыре категории:
Важными являются все четыре категории, однако давление и температура — это те параметры, которые оказывают наибольшее влияние на процесс. Величину давления выбирают в зависимости от типа перерабатываемого полимера. Давление должно быть достаточным для впрыска пластмассы в форму и выдержки оснастки под давлением. Кроме того, необходимо правильно задавать температуру перерабатываемого материала и формы. Особое значение имеет давление в узле впрыска, однако влияние на процесс оказывает и давление в узле смыкания. Под действием давления впрыска 95% расплава пластмассы попадает в закрытую формующую полость. Обычно оптимальным является использование максимального давления и самой высокой скорости подачи расплава. Однако при увеличении этого давления увеличивается также величина остаточных внутренних напряжений в оснастке. Поэтому целесообразнее использовать минимальное давление, необходимое для заполнения формы. При увеличении температуры пластмассы повышается ее текучесть, и, следовательно, снижается величина давления, необходимого для заполнения формующей полости. После впрыска в форму большей части расплава термопластавтомат переключается на давление выдержки, которое примерно вдвое меньше давления впрыска, и под его действием происходит окончательное заполнение материалом формующей полости за счет более упорядоченной и плотной упаковки макромолекул полимера. Давление выдержки поддерживается до момента затвердевания впускных литников, что обычно происходит за 3–4 секунды. После этого времени оно уже не оказывает влияния на полимер, находящийся внутри формующих гнезд. Если давление выдержки будет снижено раньше, то расплав материала сможет вытечь из гнезда обратно в литниковую систему. Недостаточная величина давления также не позволит достаточно уплотнить макромолекулы, что приведет к неравномерной усадке и охлаждению отливки. При использовании горячеканальных систем давление выдержки можно снижать раньше, чем при использовании стандартных холодноканальных систем. При впрыске материала в форму в узле смыкания также следует обеспечивать давление для удержания оснастки в закрытом состоянии. Поэтому величина этого давления зависит от свойств перерабатываемого материала. Более текучие материалы выпрыскиваются в форму при меньшем давлении, и в таком случае необходимо меньшее давление в узле смыкания. Обратное давление создается при обратном перемещении шнека после впрыска (при наборе очередной дозы расплава). Этим параметром может управлять, но зачастую ему ошибочно не придают значения. При вращении шнека очередная порция материала начинает перемещаться внутри цилиндра. Материал накапливается перед шнеком и отодвигает его. В области перед шнеком создается давление расплава. Под действием этого давления полимеры легче перемешиваются (что особенно актуально при использовании красителей), из них легче выдавливаются пузырьки воздуха, эффективнее регулируется масса накопленной дозы расплава. 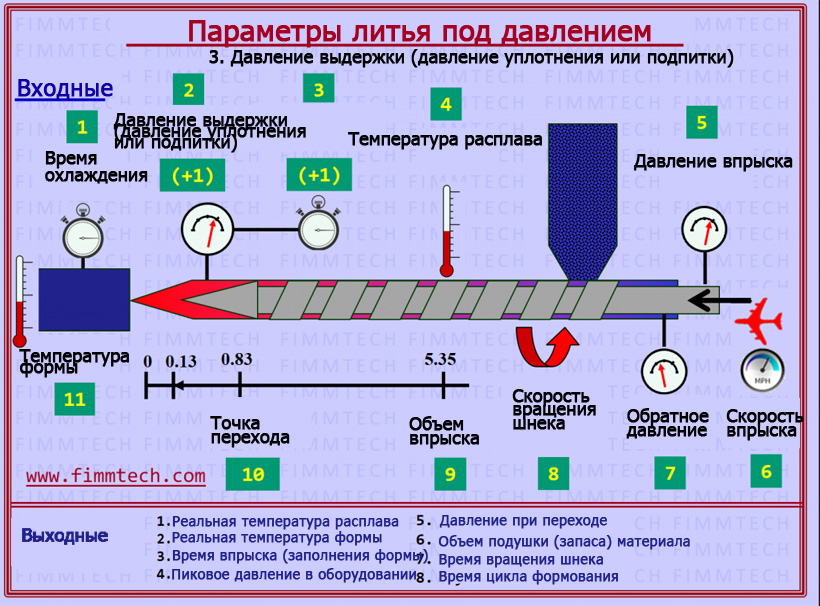 Это давление необходимо поддерживать на минимально возможном уровне — не более 20% от максимального давления впрыска, обеспечиваемого в ТПА. Обратное давление применяется для предотвращения слишком быстрого отвода шнека в цилиндре (например, 5 бар). Для выбора оптимального обратного давления следует сначала задать наименьшее значение параметра (например, 3 бара), затем его увеличивать (например, до 20 бар). При слишком большой величине обратного давления увеличивается трение материала в цилиндре и повышается риск его термической деструкции. Высокое обратное давление может стать причиной уменьшения длины волокон в наполненных полимерах. За счет корректировки величины обратного давления можно компенсировать неправильную длину шнека. Многие ошибочно полагают, что обратное давление необходимо для увеличения температуры расплава. На самом деле скорость вращения шнека оказывает намного более существенное влияние на скорость нагрева полимера. Преимущества и недостатки высокого обратного давления: Преимущества
• Улучшено регулирование температуры расплава (но не увеличение температуры расплава) Недостатки
• Закупоривание вентиляционных отверстий в цилиндре (в случае наличия) Внутри гнезда создается определенное давление расплава, под действием которого форма стремится раскрыться. Величину этого давления можно измерить датчиком. По величине давления внутри гнезда можно точно определить оптимальную точку перехода со стадии впрыска на стадию выдержки под давлением. Гидравлическое давление (манометрическое давление) измеряется за счет размещения датчика в гидравлической системе. Данное давление — это не давление впрыска, а давление, которое развивает основной насос, его величина корректируется индивидуально для каждого процесса. Можно измерить также давление расплава в сопле. Его величина примерно равна давлению, под действием которого расплав перемещается в форму, и зависит от сложности формующей полости. Чтобы добавить объявление в избранное, авторизуйтесь или зарегистрируйтесь.
СТАТЬИ ПО ТЕМАМ
Статьи публикуются с разрешения автора и обязательным указанием ссылки на источник Редакция оплачивает на договорной основе Приглашаем специалистов к сотрудничеству в качестве внештатных авторов и консультантов! По вопросам публикации и оплаты статей обращайтесь в редакцию: Полное или частичное копирование любых материалов, опубликованных на Plastinfo.ru, для размещения Полное или частичное использование любых материалов, размещенных на Plastinfo.ru, |
Реклама ОПРОС НА PLASTINFO.RU
|