| ГЛАВНОЕ |
СТАТЬИ И ОБЗОРЫ Александр Галкин о новых технологиях сварки полиэтиленовых труб | Рубрика: Технологии  Инженер-конструктор и эксперт в области машиностроения Александр Галкин Инженер-конструктор и эксперт в области машиностроения, трибологии, разработки электроинструментов и сложного оборудования, применяемого в узком сегменте промышленных машин для сварки пластиковых элементов в сложные конструкции Александр Галкин, обладая широким опытом исследований и разработки в области профессиональных электроинструментов и производственного оборудования, поделился с читателями Plastinfo.ru своим экспертным видением развития технологий сварки полиэтиленовых труб. Особенности технологииПолиэтиленовые трубы имеют широкую популярность в различных сферах использования благодаря уникальным свойствам: они не боятся коррозии, прочны, долговечны и сравнительно недороги. Однако, как и все конструкционные материалы, они нуждаются в правильном процессе соединения в более сложные формы. Один из таких процессов — сварка полиэтиленовых труб. По словам эксперта, трубы чаще всего соединяют методом стыковой сварки. Принципиальный момент здесь — термическое нагревание подготовленных торцов труб и последующее их соединение под давлением. «Данный способ довольно надежен и эффективен. Чтобы все прошло удачно, понадобится специальное оборудование и достаточно квалифицированный персонал, способный оценить ход процесса и получить правильный результат», — отмечает эксперт. Процесс сваривания полиэтиленовых трубНаиболее детально процесс сваривания полиэтиленовых труб можно рассмотреть, используя приведенный ниже график: Температура (Т) и коэффициент давления (0,15–0,19 — коэффициент сварочного давления (МПа); 0,01–0,05 — коэффициент, учитывающий потерю давления на сопротивление во время сварочного процесса (МПа)), приведенные в графике, относятся к конкретному материалу полимерных труб (PE — полиэтилен) и взяты из стандарта.  Сварка полиэтиленовых труб методом стыковой сварки Используя график, можно легко описать каждый этап сварочного процесса. Как правило, вместе с технической документацией предоставляется таблица с параметрами сварки для конкретного материала с их расчетом для всех возможных диаметров пластиковых труб. 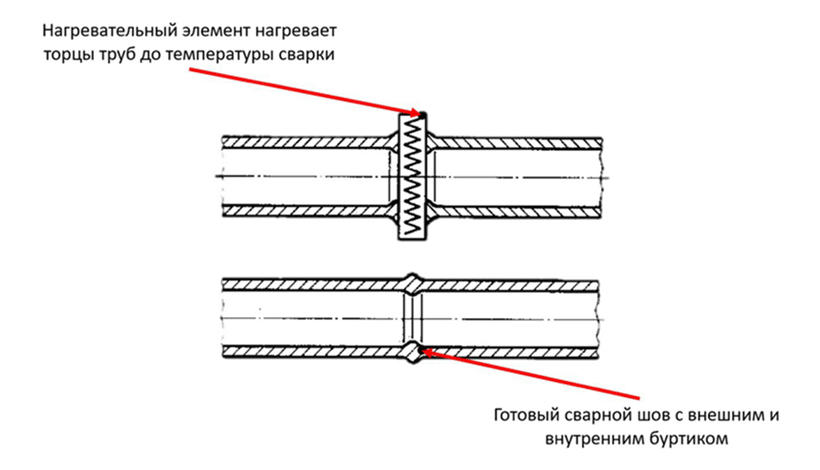 Пример для более глубокого пониманияТемпература сварки зависит строго от материала, для полиэтилена это значение равно 220 ℃ ±10 ℃ Время: взяв в качестве примера полиэтиленовую трубу диаметром D = 160 мм и SDR = 7,4 (характеристика полимерных труб, которая является результатом отношения внешнего диаметра трубы к толщине стенки), мы имеем следующие значения, соответствующие каждому этапу процесса сварки (принятые на основе опытных исследований):
 Давление: если производитель по какой-то причине не смог предоставить рассчитанный параметр, его можно высчитать, используя в качестве примера ту же трубу, что и в примере со временем. Имеем следующие вводные данные: D = 160 мм Также предположим, что рабочая площадь гидравлических цилиндров машины для сварки = 250 мм2
Теперь пришло время коэффициентов:
P1=Аэффективная×0,15
P2=Аэффективная×0,01
P=56 Бар +3,7 Бар≈60 Бар Контроль и внимание к процессуПо мнению эксперта, чтобы процесс проходил правильно, нужно контролировать:
Особенного внимания заслуживают моменты, которые зависят от исполнителей работ:
Проблема соединения пластиковых труб касается не только получения герметичных швов на трубопроводах разного назначения, но и воздействия этого процесса на окружающую среду. «Поскольку трубы нужно сваривать в разных условиях, в том числе и без доступа к электросетям, работать приходится с помощью дизельных электрогенераторов, известных своими выбросами. Однако есть способы избежать этого», — говорит эксперт. Предложенные им варианты таковы:
В настоящее время Александр занимается разработкой аппаратов для сварки полиэтиленовых труб в одной из ведущих немецких компаний — производителей специализированного оборудования в данной отрасли WIDOS Wilhelm Dommer Söhne GmbH. Также Александр — соавтор патента в области смазочных материалов. В рамках работы на Bosch Power Tools возглавлял и успешно завершил ряд инновационных проектов, связанных с разработкой электроинструментов, имеющих международное значение. Сейчас Александр Галкин продолжает активно работать над усовершенствованием новых технологий сварки, а также над проектами разработки нового оборудования для европейского и американского рынков. Автор: Александр Серков Чтобы добавить объявление в избранное, авторизуйтесь или зарегистрируйтесь.
СТАТЬИ ПО ТЕМАМ
Статьи публикуются с разрешения автора и обязательным указанием ссылки на источник Редакция оплачивает на договорной основе Приглашаем специалистов к сотрудничеству в качестве внештатных авторов и консультантов! По вопросам публикации и оплаты статей обращайтесь в редакцию: Полное или частичное копирование любых материалов, опубликованных на Plastinfo.ru, для размещения Полное или частичное использование любых материалов, размещенных на Plastinfo.ru, |
Реклама ОПРОС НА PLASTINFO.RU
|