| ГЛАВНОЕ |
СТАТЬИ И ОБЗОРЫ Инновации в экструзионной оснастке| Тема: Оборудование  В последние годы в сфере применения труб наметился целый ряд тенденций: повышение спроса на трубы большего диаметра; переход от однослойных на многослойные трубы; применение угловых головок для нанесения покрытий; увеличение производительности установок; улучшение эксплуатационных характеристик полимеров. Эти тенденции вынуждают производителей постоянно адаптировать трубные экструзионные головки, изменять их конструкцию и предлагать новые решения. В последние годы в сфере применения труб наметился целый ряд тенденций: повышение спроса на трубы большего диаметра; переход от однослойных на многослойные трубы; применение угловых головок для нанесения покрытий; увеличение производительности установок; улучшение эксплуатационных характеристик полимеров. Эти тенденции вынуждают производителей постоянно адаптировать трубные экструзионные головки, изменять их конструкцию и предлагать новые решения.К трубным экструзионным головкам предъявляется множество требований, среди которых: - Высокая прои зводительность при низком давлении: это требование влияет на такие аспекты, как механическая конструкция инструмента, величина энергопотребления и температура расплава. - Оптимизация режима течения материала: за счет тщательного проектирования трубной головки удается уменьшить массу находящегося в ней материала, а следовательно, и экономить сырье. - Внутреннее охлаждение труб: увеличение производительности линий вынуждает увеличивать время охлаждения изделий. Современный инструмент должен оснащаться системой внутреннего охлаждения труб. Эта система сокращает длину станции охлаждения, а также улучшает такие характеристики труб, как круглость, эксцентричность и величина внутренних напряжений. Она также может удалять некоторое количество полиэтиленового воска, выпотевающего на внутреннюю поверхность трубы. За счет внутреннего охлаждения труб снижается тепловая нагрузка на материал, которая определяется величиной периода индукции окисления (OIT). - Широкий диапазон размеров: сегодня стандартные трубные экструзионные головки позволяют получать трубы, размер которых превышает выходной диаметр инструмента. Это стало возможным благодаря внесению изменений в механическую конструкцию головки. Кроме того, за счет применения подхода, предусматривающего вытяжку материала, в головках из большинства полимеров можно получать трубы с широким диапазоном размеров. Иногда с помощью одного инструмента можно получать трубы трех или четырех размеров. - Простота обращения: это означает, что детали головки имеют малую массу, а за счет горизонтального расположения инструмента в нем можно быстро и просто менять наборы дорнов (фильер). Важно, чтобы в конструкции головок предусматривалось небольшое количество крепежных винтов, а сами головки легко очищались от расплава. - Малый объем и небольшая площадь поверхности: это подразумевает малую продолжительность пребывания материала в головке, снижает степень воздействия на него повышенной температуры. Кроме того, такие головки намного быстрее самоочищаются. - Внутреннее охлаждение головки: такую функцию необходимо предусматривать в головках большого размера для поддержания их температуры на стабильном уровне на протяжении длительного периода времени. Эффективной и экономичной в таком случае является система воздушного охлаждения (по сравнению с системами масляного или водного охлаждения). Вследствие наличия этих критериев рынок экструзионных головок для производства полиолефиновых труб постоянно расширяется. По оценкам специалистов, ежегодный объем спроса на новые трубные головки составляет 1000–1500 единиц. Наибольшим спросом при этом пользуются головки для производства труб диаметром 250–630 мм. Такие головки в основном применяются на новых экструзионных линиях. Кроме того, в последнее время повысился интерес к головкам для получения не однослойных, а многослойных труб, а также к головкам с внутренней системой охлаждения трубы. Точки распределения При проектировании нового инструмента необходимо обязательно подбирать для него подходящую распределительную систему. Наиболее типичной является спиральная распределительная система, которая также часто используется в головках для производства рукавных пленок и для экструзионно-раздувного формования. При проектировании нового инструмента необходимо обязательно подбирать для него подходящую распределительную систему. Наиболее типичной является спиральная распределительная система, которая также часто используется в головках для производства рукавных пленок и для экструзионно-раздувного формования.При проектировании спиральной системы необходимо рассчитывать параметры каналов для течения расплава. Работа этой системы в наибольшей степени зависит от точности расчетов. Это довольно сложно, и процесс оптимизации головки предполагает незначительные изменения ее геометрии. В результате расчетов специалисты получают кривые, которые демонстрируют, какое количество материала сохраняется в пределах спирального канала, а какое количество движется вдоль оси инструмента. Кривая строится в виде зависимости объема расплава от длины канала. Эта кривая имеет вид гауссовского распределения, хорошо известного в статистике. Исходными данными для расчета является кривая изменения значений вязкости полимера от величины скорости сдвига. Это объясняется тем, что при таких расчетах определяется зависимость между такими параметрами процесса, как давление расплава, объем канала, скорость сдвига и вязкость материала. Поскольку при расчетах анализируется течение материала по одному каналу вдоль всей его длины, то при проектировании новой трубной головки первоначально необходимо определиться с количеством таких каналов в инструменте. Специалисты точно знают, каким образом будет функционировать распределительная система с точки зрения распределения расплава, если в ней будет предусмотрено X спиральных каналов. В то же время на основании сведений о диаметре каналов можно определить производительность головки, поскольку она будет пропорциональна количеству этих каналов. При экструзии труб используются как полимеры с очень высокой вязкостью (до 250 тыс. Па·с) (ПЭ 100 с низкой склонностью к подтеканию), так и полимеры с очень низкой вязкостью (до 20 тыс. Па·с) (адгезивы при соэкструзии). Практика показывает, что производителям целесообразно использовать несколько вариантов распределителей – для случаев высокой и низкой производительности и высокой и низкой вязкости материала. (В зависимости от ситуации компания Conextru предлагает использовать пять различных вариантов распределителей. Предлагаемые фирмой распределители позволяют удовлетворить практически любые требования клиентов.) 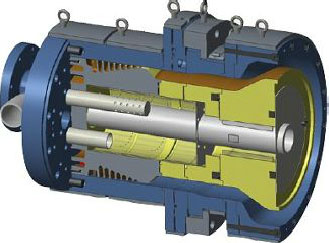 Один из вариантов спирального распределителя – радиальная спиральная система. Компания Conextru использовала такую систему, которая часто используется в головках для производства рукавных пленок, в головках для получения труб. Конечно, геометрия этой системы была скорректирована для того, чтобы в ней могли перемещаться трубные марки полимеров. В системах с радиальной спиралью обеспечиваются почти такие же условия для течения расплава, как и в системах с винтовой спиралью. В таких распределителях расплав перемещается от внешней к внутренней части распределительной плиты. В радиальной версии системы распределительный диск имеет меньшую длину (толщину), но больший диаметр. Такие распределители используются для получения тонких слоев и в случае низкой производительности линии, и при этом они могут применяться в головках для получения труб практически любого диаметра. (Компания Conextru использует два типа радиальных распределительных систем в зависимости от природы перерабатываемых полимеров и величины производительности.) Один из вариантов спирального распределителя – радиальная спиральная система. Компания Conextru использовала такую систему, которая часто используется в головках для производства рукавных пленок, в головках для получения труб. Конечно, геометрия этой системы была скорректирована для того, чтобы в ней могли перемещаться трубные марки полимеров. В системах с радиальной спиралью обеспечиваются почти такие же условия для течения расплава, как и в системах с винтовой спиралью. В таких распределителях расплав перемещается от внешней к внутренней части распределительной плиты. В радиальной версии системы распределительный диск имеет меньшую длину (толщину), но больший диаметр. Такие распределители используются для получения тонких слоев и в случае низкой производительности линии, и при этом они могут применяться в головках для получения труб практически любого диаметра. (Компания Conextru использует два типа радиальных распределительных систем в зависимости от природы перерабатываемых полимеров и величины производительности.)Что качается распределения расплава, то на практике используется еще одна конструкция, которая называется пинолью (pinhole), или распределителем в виде сердца. Система хорошо подходит для случаев переработки материалов с низкой вязкостью. Основное преимущество состоит в том, что в системах такого типа не требуется предварительного распределения расплава, а также в том, что они имеют очень малый объем. Компания Conextru применяет такой тип распределителей в головках для производства труб большого диаметра или труб из термочувствительных полимеров с низкой вязкостью. Применяя такие три конструкции и в общей сложности шесть различных распределительных систем (все эти стандартные системы успешно используются на практике), можно спроектировать новый инструмент, который будет полностью соответствовать всем требованиям, предъявляемым клиентом. При процессах соэкструзии могут использоваться комбинации этих распределительных систем (в зависимости от характеристик используемых полимеров, диаметра трубы, производительности линии и назначения продукции).  После выбора распределителя или распределителей необходимо определить схему предварительного распределения расплава, поскольку в каждый канал – в том числе спиральной системы – необходимо направить одинаковое количество материала. Симметричное разделение основного канала на 2, 4 или 8 каналов для расплава осуществляется довольно просто. Разделить канал на нечетное количество каналов намного сложнее. В таких случаях можно использовать различную ширину/глубину каналов. После выбора распределителя или распределителей необходимо определить схему предварительного распределения расплава, поскольку в каждый канал – в том числе спиральной системы – необходимо направить одинаковое количество материала. Симметричное разделение основного канала на 2, 4 или 8 каналов для расплава осуществляется довольно просто. Разделить канал на нечетное количество каналов намного сложнее. В таких случаях можно использовать различную ширину/глубину каналов.На следующем этапе необходимо определить точки подачи расплава, которые определяются необходимым расположением экструдеров. После этого определяется точка слияния потоков расплава. Эту точку необходимо предусмотреть таким образом, чтобы она позволяла получать структуры с различным распределением толщин слоев (от 5/90/5 до 45/5/45). Ранее в головках использовались мелкие каналы, за счет чего увеличивалась скорость течения расплава, увеличивалась скорость сдвига, температура расплава и величина обратного давления. После слияния потоков расплава до выхода расплава из головки материал должен проходить минимальное расстояние. В длинных головках создается значительное давление, сдвиговые напряжения и обеспечивается большая продолжительность нахождения расплава в инструменте. По этой причине производители стремятся до минимума сократить длину каналов в головке. В последних конструкциях головок слияние потоков расплава происходит в узле центрирования, к которому закрепляется мундштук. В такой головке можно получать трубы нескольких размеров. Дополнительно в мундштуке размещается несколько колец (для фильеры и мундштука). Такие фильерные кольца могут иметь больший или меньший диаметр по сравнению с диаметром зоны соединения потоков расплава (системы называются головками с навесными фильерами). Трубные головки для переработки ПВХ должны иметь большие объемыНа практике могут применяться экструзионные головки для получения однослойных труб из непластифицированного ПВХ (UPVC), модифицированного ПВХ (MPVC) и ориентированного ПВХ (PVC-O). Для таких случаев используются трубные головки с одинарным или двойным рассекателем. За последние 20 лет такие инструменты не были существенно усовершенствованы. В них реализуется та же технология и применяются прежние критерии проектирования. По сравнению с головками, используемыми для переработки других полимеров, головки для производства ПВХ-труб должны иметь намного большие размеры, для того чтобы продолжительность пребывания материала в них составляла 3–10 минут. В таких головках ПВХ должен подвергаться минимальному сжатию (отношение площади поперечного сечения торпеды (рассекателя) и дорна (фильеры)) для обеспечения наилучшего спаривания потоков после рассекателя и значительно большую длину дорна (фильеры). Для получения труб с сердцевиной из вспененного ПВХ или трехслойных монолитных труб были спроектированы многослойные экструзионные головки. Инструменты для таких случаев были первоначально проектированы производителями труб, а впоследствии стали проектироваться и поставщиками оборудования. На рынке предлагается широкая номенклатура головок подобного типа. Каждая система оснащается своим собственным уникальным коллектором, конструкция которого оптимизируется методом проб и ошибок. Однако традиционные головки для переработки ПВХ обладают рядом недостатков. Поэтому специалистам следует вплотную заняться совершенствованием систем с рассекателями. В качестве альтернативы могут применяться головки коллекторного типа с двумя каналами, которые применяются при получении многослойных ПВХ-труб. Компания Conextru уже изготовила подобную головку, предназначенную для производства толстостенных труб из ориентированного ПВХ, однако ее конструкцию еще предстоит оптимизировать. Этот инструмент в ближайшем будущем будет подвергнут испытаниям. Новые головки Для новых головок необходимо проводить расчет величины давления, определив заранее требуемую производительность и характеристики используемого полимера. Conextru проводит такие расчеты для трех основных форм каналов: круглой, прямоугольной и кольцевой. С помощью доступных методов можно провести довольно точный расчет величины давления расплава в инструменте. При таких расчетах не применяется симуляция течения расплава, а используются обычные числовые методы. Для новых головок необходимо проводить расчет величины давления, определив заранее требуемую производительность и характеристики используемого полимера. Conextru проводит такие расчеты для трех основных форм каналов: круглой, прямоугольной и кольцевой. С помощью доступных методов можно провести довольно точный расчет величины давления расплава в инструменте. При таких расчетах не применяется симуляция течения расплава, а используются обычные числовые методы.Этот подход применяется для получения информации о величине давления в области адаптера, в системе предварительного распределения расплава и в области слияния потоков расплава или в конце спирального распределительного канала. Для самого спирального канала расчеты давления не проводятся, поскольку величина, на которую увеличивается давление в этом канале, и так известна, а сам он не является лимитирующим элементом всей системы. После этого рассчитывают общую величину давления – от фланца экструдера до последней точки экструзионной головки. Необходимо, чтобы эта величина не превышала 250 бар. Очень важную роль играют адаптеры. При соэкструзии адаптеры часто имеют большую длину. В том случае, если они будут иметь малое поперечное сечение, в них будет обеспечиваться слишком высокое давление. Низкая величина давления влияет на работу, затрачиваемую на перемещение расплава, а также на механическую конструкцию инструмента, в частности на количество крепежных винтов. Последнее, в свою очередь, влияет на время, необходимое для обслуживания и крепления инструмента, а также температуру расплава внутри головки. Именно поэтому необходимо тщательно рассчитать величину давления расплава внутри головки. В литературе приводятся формулы для такого расчета, однако для того, чтобы его провести, необходимо получить у поставщика сырья кривые вязкости расплава материала. В ином случае такие кривые можно получить за счет проведения испытаний материала. Такие подходы могут применяться в отношении одно- и многослойных головок, а также угловых головок для нанесения на трубы покрытий. Практические примерыНедавно Conextru применила такие подходы для усовершенствования конструкции однослойной трубной головки, которая впоследствии была изготовлена фирмой Rollepaal India. Головка имеет малый объем и небольшую длину системы предварительного распределения расплава, а также оснащается винтовым спиральным распределителем. Производительность такой головки составляет 1200 кг/ч. Она оснащается центрирующим узлом с мундштуком диаметром 400 мм, фильерой диаметром 630 мм, воздушной системой внутреннего охлаждения головки, а также системой внутреннего охлаждения трубы. Аналогичная ситуация возникла и в отношении многослойных головок. Недавно Conextru спроектировала головку для производства трехслойных труб из ПЭ или рандом сополимера ПП (PP-R) диаметром от 75 до 630 мм. Спроектированный инструмент был изготовлен фирмой Mikrosan. В соответствии с требованиями клиента, головка была спроектирована на линию, оснащенную двумя экструдерами. Сейчас эта головка эксплуатируется в Сербии. Чаще к таким головкам присоединяется все же три экструдера. Еще один пример – головка для простой соэкструзии двухслойной трубы. Если расход материала внешнего слоя составляет не более 10% от общей производительности линии, то выгоднее всего оснастить основную головку дополнительным узлом соэкструзии, в котором предусматривается радиальная распределительная система. Покрытия на трубы Все более востребованными на рынке становятся угловые головки, используемые для нанесения на пластиковые или стальные трубы одно- или многослойного покрытия. Такие принципы используются также для объединения в пучок мелких трубок, применяемых для защиты оптических волокон: 3, 5 или большее количество трубок располагаются по кругу, в линию или в виде прямоугольника, после чего на полученный пучок наносится покрытие, что позволяет ему сохранять свою форму. Все более востребованными на рынке становятся угловые головки, используемые для нанесения на пластиковые или стальные трубы одно- или многослойного покрытия. Такие принципы используются также для объединения в пучок мелких трубок, применяемых для защиты оптических волокон: 3, 5 или большее количество трубок располагаются по кругу, в линию или в виде прямоугольника, после чего на полученный пучок наносится покрытие, что позволяет ему сохранять свою форму.Двухстадийный метод нанесения покрытия в угловой головке осуществляется довольно просто и обладает некоторыми преимуществами по сравнению с одностадийным методом экструзии многослойных структур. В таблице 1 представлено сравнение двух указанных методов. Полимер, используемый для нанесения покрытия, может иметь как однослойную (например, защитный слой на ПЭ напорных трубах), так и многослойную структуру. Существует множество различных вариантов покрытий. При проектировании угловых головок пользуются теми же правилами. В каждом конкретном случае будет меняться только размер головки, поскольку внутренний диаметр в ней должен на 10% превышать размер трубы, на которую будет наноситься покрытие. Кроме того, в головке должно быть предусмотрено пространство для внутренних нагревателей. Такой процесс называется покрытием трубок, что означает, что при этом методе внутри головки под давлением на трубки наносится дополнительный слой материала. Для обеспечения внутреннего давления компания применяет маломощные вакуумные насосы или вентиляторы. В таких случаях при процессе не нужно создавать высокий вакуум. В недавнем прошлом компанией была спроектирована угловая головка большого диаметра (до 180 мм). В этом инструменте на напорные трубы для воды наносилось 3- или 4-слойное покрытие. За счет этого трубе придавались барьерные свойства (согласно требованиям стандарта EN 12 201). При необходимости в такой головке можно быстро и просто перейти на нанесение покрытия из трех или четырех слоев. Для обеспечения быстрой чистки системы распределитель слоя ЭВС можно легко удалить из головки (с обратной стороны инструмента). Такой принцип был также использован для угловой головки большого диаметра (до 630 мм) для нанесения однослойного покрытия, в которой на напорные трубы из ПЭ 100 наносится покрытие ПП толщиной 2 мм; головки для нанесения трехслойного защитного покрытия (ПЭ/адгезив/ЭВС) на четырехслойную ПЭ-трубу, используемую для перекачки топлива на заправочных станциях. В целом спрос на многослойные трубы продолжит повышаться, особенно учитывая разработку новых полимеров и сфер их применения. Для удовлетворения этого спроса производителям понадобится проявлять гибкость в вопросах разработки продукции. При разработке труб важную роль сыграют принципы, применяемые сегодня при проектировании и изготовлении экструзионных головок для изготовления полиолефиновых труб. Таблица 1. Преимущества двухстадийного процесса нанесения покрытий на трубы в угловой головке 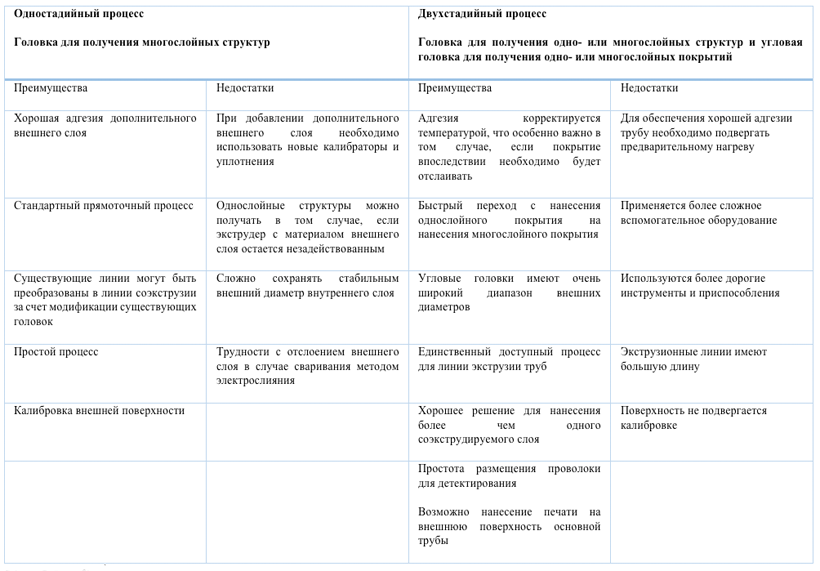 СТАТЬИ ПО ТЕМАМ
Статьи публикуются с разрешения автора и обязательным указанием ссылки на источник Редакция оплачивает на договорной основе Приглашаем специалистов к сотрудничеству в качестве внештатных авторов и консультантов! По вопросам публикации и оплаты статей обращайтесь в редакцию: Полное или частичное копирование любых материалов, опубликованных на Plastinfo.ru, для размещения Полное или частичное использование любых материалов, размещенных на Plastinfo.ru, |
Россия. Новые мощности по выпуску сырья и готовых изделий за 2025 год Россия. Импорт термопластавтоматов и топ производителей за 2024 год Россия. Импорт экструзионного оборудования в 2024 году численно сократился Антифог повышает эффективность тепличных плёнок и безопасность пищевой упаковки Системная формуляция покрытий: как управлять рисками промышленного внедрения Реклама ОПРОС НА PLASTINFO.RU
|