| ГЛАВНОЕ |
СТАТЬИ И ОБЗОРЫ ПЭТ-преформы : Критерии качества | Рубрика: Оборудование Для производства преформ, а следовательно, и бутылок применяют полиэтилентерефталат (ПЭТ) специальных марок. Это продукт поликонденсации терефталевой кислоты. ПЭТ отличают высокая твердость, наряду с хорошей ударной вязкостью, высокая размерная точность изделий, хорошая текучесть расплава. Изготовленные из ПЭТ бутылки прозрачны, как стекло. Полимер устойчив к маслам, жирам, спиртам, эфиру, бензину, слабым кислотам, слабым щелочам. Неустойчив к сильным кислотам и щелочам, кетонам. Воспламеняется ПЭТ с трудом и гаснет при удалении пламени.
Катализатором термодеструкции является вода. Причем при деструкции ПЭТ снова выделяется вода. Доказано, что, для того, чтобы избежать термодеструкции, ПЭТ необходимо высушивать до содержания влаги, меньшего 0.003 - 0.004 мас.%. Такое низкое содержание влаги недостижимо при обычных приемах сушки полимеров, например в сушильных шкафах. В России, однако, уже сейчас существует множество действующих предприятий по производству ПЭТ-преформ, где сырье сушат именно в шкафах (догадайтесь, как они получили разрешение на производство и гигиенические сертификаты на готовые изделия). Оборудование на этих предприятиях, как правило китайского производства, и продают его в Россию фирмы-посредники, которых множество. Как же нужно себя не уважать, чтобы травить своих детей и окружающих! Устройство агрегатов для сушки ПЭТ показано на рисунке. Сырье засасывается из мешка вакуумным загрузчиком (на рисунке не показан). Загрузчик имеет собственное дозирующее устройство, с помощью которого гранулы ПЭТ порционно подаются в бункер таким образом, чтобы он был всегда заполнен сырьем. Сырье перемещается в бункере сверху вниз так, чтобы во время пребывания каждой порции в бункере было не менее четырех часов. Снизу в бункер через выходное сопло подается подогретый нагревателем воздух. Отобрав влагу от сырья, воздух через фильтр и холодильник попадает в адсорбер-осушитель и затем снова в бункер. Адсорберов два. Когда один работает, другой генерируется. В рабочем контуре датчики непрерывно измеряют степень сухости воздуха - точку росы. Превышение допустимого значения точки росы является сигналом того, что рабочий адсорбер пресыщен, заслонки автоматически переключаются, и роль адсорберов меняется.
Полиэтилентерефталат - кристаллизующийся полимер. Преформу при ее производстве следует охлаждать быстро, так, чтобы ПЭТ не успел закристаллизоваться и затвердел, т.е. перешел в стеклообразное состояние, сохранив аморфную , некристаллическую структуру, которую он имеет в расплавленном состоянии. С точки зрения физики стекло - та же жидкость, только величина его вязкости столь огромна, что и за сотни лет не удается заметить деформаций стеклообразных сред под действием напряжений. С ростом температуры вязкость падает настолько, что полимер приобретает способность деформироваться за разумные промежутки времени. На этом и основан способ получения бутылок из преформ - достаточно разогреть преформу до температуры порядка ста градусов, чтобы за секунды из нее можно было выдуть бутылку. Чтобы добавить объявление в избранное, авторизуйтесь или зарегистрируйтесь.
СТАТЬИ ПО ТЕМАМ
Статьи публикуются с разрешения автора и обязательным указанием ссылки на источник Редакция оплачивает на договорной основе Приглашаем специалистов к сотрудничеству в качестве внештатных авторов и консультантов! По вопросам публикации и оплаты статей обращайтесь в редакцию: Полное или частичное копирование любых материалов, опубликованных на Plastinfo.ru, для размещения Полное или частичное использование любых материалов, размещенных на Plastinfo.ru, |
Реклама ОПРОС НА PLASTINFO.RU
|
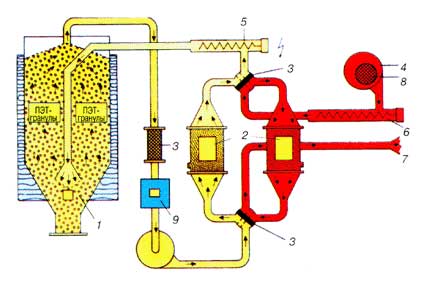 1 - выходное сопло;
1 - выходное сопло;