Литье при низком давлении (Low-Pressure Injection Molding) — это один из вариантов оптимизации традиционной технологии литья под давлением. Она включает в себя целую серию усовершенствований, которые позволяют поддерживать давление впрыска (а следовательно, усилие смыкания формы) на предельно низких значениях. К основным преимуществам литья низкого давления следует отнести снижение требований к величине усилия смыкания формы, более дешевые литьевые формы и снижение усилия при литьевом прессовании. Оно также способствует уменьшению себестоимости изделий, если используется литье с декорированием в форме.
Описание технологического процесса
Положительный результат в процессе литья при низком давлении достигается за счет правильного управления частотой вращения шнека и противодавлением пластикации для управления температурным профилем расплава в дозе впрыска, а также за счет точной регулировки скорости впрыска и давления. Это позволяет поддерживать их на достаточно низком уровне и управлять скоростью перемещения фронта расплава при заполнении. При этом используются впускные литники обычного размера, а также пленочные литники и/или запирающиеся сопла ГКС, которые открываются последовательно, в зависимости от объема дозы впрыска, за счет этого уменьшается длина пути течения расплава, а это, в свою очередь, устраняет опасность возникновения линий спая. Стадия подпитки становится ненужной при условии впрыска точно рассчитанной дозы расплава без вытекания.
С помощью современной электроники и гидравлики, которыми управляет компьютер, технологический процесс может поддерживать плотный постоянный фронт расплава при небольшом давлении.
Управление температурным профилем дозы впрыска
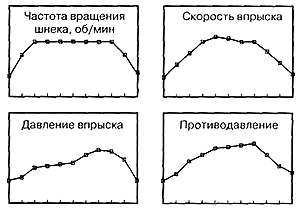 Почти все тепло, необходимое для заполнения формы, поступает от пластикации, что является следствием небольшой скорости впрыска и нормального размера впускного литника. Это отличается от обычного литья под давлением, в котором существенная доля тепловой энергии генерируется за счет сил вязкого трения. Управление температурным профилем дозы впрыска осуществляется за счет изменения частоты вращения шнека и противодавления на конце шнека во время стадии пластикации. Следует заметить, что эффективное соотношение длина/диаметр (L/D) шнека уменьшается (при длине хода от 1 до 5 диаметров), когда шнек отходит назад для подготовки дозы впрыска. Для того чтобы скомпенсировать изменяющуюся длину пластикации шнека, улучшить смешение и увеличить сдвиговые напряжения, используется электрогидравлическое устройство увеличения противодавления на конце шнека. Частота вращения шнека также имеет временной профиль (рис. 1).
Почти все тепло, необходимое для заполнения формы, поступает от пластикации, что является следствием небольшой скорости впрыска и нормального размера впускного литника. Это отличается от обычного литья под давлением, в котором существенная доля тепловой энергии генерируется за счет сил вязкого трения. Управление температурным профилем дозы впрыска осуществляется за счет изменения частоты вращения шнека и противодавления на конце шнека во время стадии пластикации. Следует заметить, что эффективное соотношение длина/диаметр (L/D) шнека уменьшается (при длине хода от 1 до 5 диаметров), когда шнек отходит назад для подготовки дозы впрыска. Для того чтобы скомпенсировать изменяющуюся длину пластикации шнека, улучшить смешение и увеличить сдвиговые напряжения, используется электрогидравлическое устройство увеличения противодавления на конце шнека. Частота вращения шнека также имеет временной профиль (рис. 1).
Рис.1 Типичные кривые изменения для частоты вращения шнека (об/мин), обратного давления, скорости впрыска и давления впрыска в процессе литья при низком давлении
Управление давлением и скоростью впрыска
Профиль изменения давления впрыска устанавливается таким образом, чтобы управлять впрыском в процессе заполнения формы. Как показано на рис. 1, начальная скорость впрыска невелика, чтобы гарантировать равномерную скорость течения в литьевой форме. После поступления расплава в формующую полость скорость устанавливается таким образом, чтобы фронт расплава перемещался с одинаковой скоростью во время всей стадии впрыска. Профиль изменения давления в общем случае выглядит в виде перевернутой буквы U (рис. 2). Это понижает быстрый рост давления, который обычно наблюдается в традиционном литье под давлением.
 Материал затвердевает практически мгновенно, как только соприкасается с холодной стенкой литьевой формы. Скорость фронта расплава определяет усилие, которое создается потоком, а также степень ориентации молекул и волокон в зонах вблизи поверхности изделия. Изменение ориентации внутри изделия из-за изменения скорости фронта расплава в процессе заполнения формы приводит к различной усадке и деформации изделия. Поэтому желательно поддерживать скорость перемещения фронта расплава постоянной, чтобы создавать одинаковую ориентацию молекул и волокон во всем изделии.
Материал затвердевает практически мгновенно, как только соприкасается с холодной стенкой литьевой формы. Скорость фронта расплава определяет усилие, которое создается потоком, а также степень ориентации молекул и волокон в зонах вблизи поверхности изделия. Изменение ориентации внутри изделия из-за изменения скорости фронта расплава в процессе заполнения формы приводит к различной усадке и деформации изделия. Поэтому желательно поддерживать скорость перемещения фронта расплава постоянной, чтобы создавать одинаковую ориентацию молекул и волокон во всем изделии.
Рис.2 Передняя часть бампера, изготовленная методом управления многоточечным объемным впрыском
Точное управление дозой впрыска без стадии уплотнения
Литье при низком давлении не создает высокого давления на стадиях уплотнения и выдержки, как это происходит в традиционном литье под давлением. Поэтому установка точного объема дозы впрыска очень важна. Так как впускной литник не застывает после полного завершения процесса заполнения формующей полости, то возможна некоторая компенсация термической усадки и нет необходимости для уплотнения и выдержки под высоким давлением. Очевидно, что раковины и утяжины будут возникать в зонах наибольшей толщины изделия, на выступах и в других подобных местах, пока не завершена компенсация объемной усадки полимера. Есть данные, что литье при низком давлении в общем случае позволяет использовать расплавленный материал при более низкой температуре. Это обещает относительно одинаковые времена цикла, даже если заполнение полости происходит медленнее.
Многопозиционная литьевая машина Требования к технологическому процессу литья при низком давлении позволяют использовать менее дорогое оборудование с меньшим усилием смыкания. Поскольку величина усилия смыкания здесь для литья большинства изделий в 3-4 раза меньше, чем в традиционной технологии, то вместо стальных форм можно использовать алюминиевые. Кроме того, устройства и программные средства управления дают возможность с помощью одного узла впрыска обслуживать несколько позиций с литьевыми формами, которые предназначаются для выпуска разных по размеру, форме, весу и конфигурации изделий.
Управление многоточечным объемным впрыском Управление многоточечным объемным впрыском (Multi-Point Volumetric Injection Control™) оптимизирует заполнение литьевых форм в выбранных критических точках для литья крупногабаритных изделий и при использовании материалов с высокой вязкостью за счет последовательного открывания и закрывания запирающихся сопел ГКС. Время открывания и закрывания определяется по измерению объема впрыска вместо стандартной схемы переключения по времени в других каскадных впрысках (или последовательному управлению соплами ГКС). Преимуществом определения времени переключения по объему впрыска заключается в том, что процесс переключения горячих каналов всегда связан с текущей стадией заполнения вне зависимости от изменений скорости, необходимой для данного технологического процесса. В качестве примера на рис. 2 показано заполнение литьевой формы при изготовлении передней части бампера.
Сначала полимер впрыскивается через центральный впускной литник (коллектор ГКС). После того как поток полимера доходит до двух следующих впускных литников (сопел), происходит их открывание, центральный впускной литник на короткое время закрывается. Этот процесс продолжается до тех пор, пока формующая полость не будет заполнена полностью. Очевидно, что использование многовпусковой литниковой системы будет уменьшать длину пути течения расплава, таким образом снижая требования к давлению впрыска. Кроме того, последовательное открывание и закрывание впускных литников устраняет опасность возникновения линий спая. Если необходимо, то скорость впрыска расплава может быть отрегулирована последовательно для каждого из мест впуска. В тех случаях, когда необходимо давление уплотнения, все впускные литники могут быть открыты вновь в конце стадии впрыска.
Литье на подложку
Этот процесс включает в себя предварительную установку слоев ткани, пленки или других материалов внутрь формы перед литьем для формирования слоистой структуры. Включение ткани или пленки создает дополнительный изолирующий слой; это вынуждает впрыскивать расплав при меньшей скорости, чтобы избежать повреждения или смещения подложки.
Литье на подложку считается одним из наиболее удачных вариантов литья при низком давлении, поскольку оно исключает необходимость использования многослойных тканей и специального клея. Исследование показало, что процесс литья на подложку, который состоит из одного цикла, приводит к уменьшению веса изделия (до 12%) и к экономии по себестоимости (64%) по сравнению с обычным методом приклеивания ткани.
Преимущества
Технология литья при низком давлении имеет следующие преимущества:
• снижение требований к усилию смыкания литьевой формы, что позволяет использовать более дешевые формы;
• достижение меньших внутренних напряжений в готовом изделии и улучшение его потребительских свойств;
• возможность совмещения с другими литьевыми технологиями (например, с литьем на подложку);
• возможность производства изделий большого размера при экономии сырья от 5 до 8%;
• возможность снижения температуры расплава и сокращения общего времени цикла;
• возможность уменьшения давления во впускных литниках и формующей полости формы;
• возможность сокращения затрат на дополнительную обработку изделий и на весь процесс производства.
Недостатки
Поскольку применение литья при низком давлении в различных технологиях при водит к снижению давления впрыска, то этот процесс не предвещает неблагоприятных эффектов.
Материалы
Для литья при низком давлении успешно используется большая гамма материалов, а именно: термопластичные и термореактивные материалы, сополимеры и смеси материалов с наполнителем, вторичное сырье и даже каучуки. На практике чаще всего используется ПП из-за его низкой стоимости и хороших физических и механических характеристик. Существует большое количество тканей и пленок, которые могут быть использованы в литье с наслоением. Для материалов с волоконными наполнителями обычный размер впускного литника снижает вероятность повреждения волокон.
Типичные варианты применения
Кроме уже упомянутых изделий технология литья при низком давлении используется для изготовления разнообразных автомобильных компонентов — от приборных досок, консолей, панелей интерьера, накладок порогов дверей и козырьков до колпаков фар, обшивки потолка салона, бамперов и драпировки. К другим областям применения относятся контейнеры для перевозки строительных материалов, грузовые поддоны, корпуса бытовой техники, оборудование для ванных комнат и строительные панели. К крупным изделиям относятся кабины грузовых автомобилей и корпуса лодок.
По материалам: «Литье пластмасс под давлением», издательство НОТ